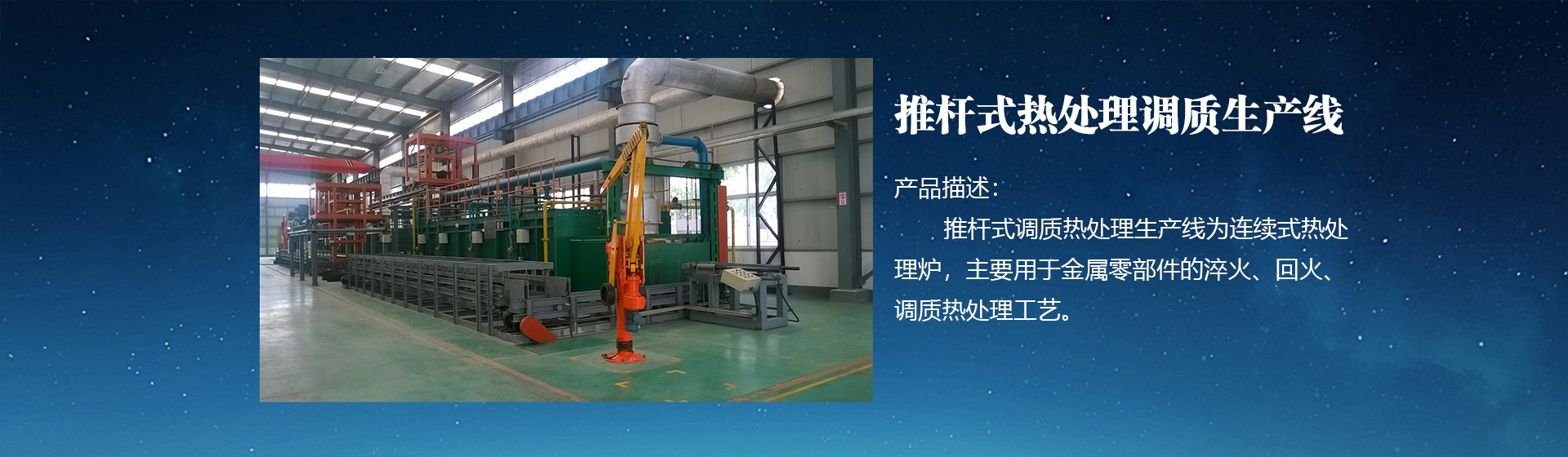










一、用途
推桿式調(diào)質(zhì)生產(chǎn)線為連續(xù)式熱處理設(shè)備,主要用于鍛打成型的碳鋼、合金鋼等零部件進行淬火、回火等熱處理工藝,處理后的零件組織均勻、質(zhì)量穩(wěn)定,生產(chǎn)線具有自動化程度高,高效節(jié)能、安全可靠的特點。
推桿式調(diào)質(zhì)生產(chǎn)線主要由液壓推料機、推桿式加熱爐、加熱爐后拉料機、加熱爐料盤返回機構(gòu)、升降式淬火水槽、推桿式回火爐、回火爐后拉料機、回火爐料盤返回機構(gòu)、電氣控制系統(tǒng)等組成。
二、設(shè)備性能簡介
2.1生產(chǎn)線工作程序
液壓推料裝置→加熱爐前上料臺→推桿式加熱爐→加熱爐后拉料機→升降式淬火水槽→液壓推料裝置→推桿式回火爐→回火爐后拉料機→周轉(zhuǎn)筐
2.2過程綜述
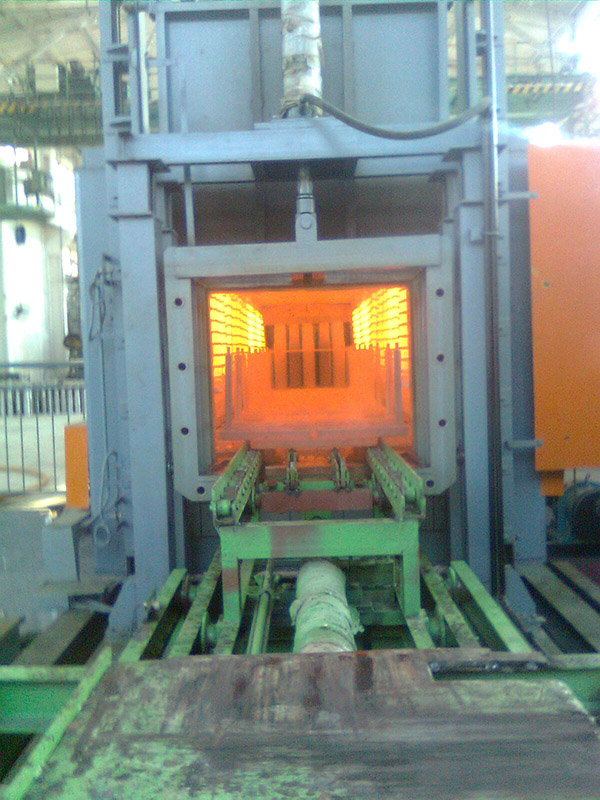
料盤停在加熱爐前上料臺上裝滿工件,加熱爐升溫到達使用溫度,加熱爐前門開啟,液壓推桿將料盤推入爐膛,推桿返回,爐膛內(nèi)依次可推入15只料盤,當(dāng)工件滿足工藝要求后,后爐門自動打開,加熱爐后拉料機將爐內(nèi)料盤拉出爐外,到位后液壓缸驅(qū)動翻轉(zhuǎn)機構(gòu),料盤向下翻轉(zhuǎn),料盤上工件經(jīng)緩沖板滑落到淬火水槽內(nèi)料斗上,料斗下行進入淬火程序。同時后爐門關(guān)閉。工件在淬火水槽內(nèi)滿足工藝要求后,淬火水槽內(nèi)料斗上行,工件經(jīng)緩沖板滑落到回火爐前料盤內(nèi),液壓推桿依次將料盤推入爐膛,推桿返回,爐膛內(nèi)依次可推入20只料盤,當(dāng)工件滿足工藝要求后,回火爐后拉料機將爐內(nèi)料盤拉出爐外,到位后減速機驅(qū)動翻轉(zhuǎn)機構(gòu),料盤向下翻轉(zhuǎn),料盤上工件經(jīng)緩沖板滑落到接料筐內(nèi)。如此循環(huán)。
三、生產(chǎn)周期及產(chǎn)品技術(shù)質(zhì)量和保證措施
1.生產(chǎn)周期:合同生效后20天內(nèi)提供設(shè)備安裝平面布置圖、剖面圖、裝配圖、設(shè)備4個月內(nèi)交付使用;
2.產(chǎn)品技術(shù)質(zhì)量和保證措施
2.1、實行圖紙設(shè)計、產(chǎn)品制造、安裝、調(diào)試、跟蹤及售后服務(wù)制度
2.2、供方提供的技術(shù)資料和圖紙
A、成套設(shè)備使用說明書 1套
B、設(shè)備及所有配套設(shè)施設(shè)計圖紙 1套
C、所有成套元器件的說明書、合格證證書 1套
D、全套圖紙、安裝調(diào)試大綱、維修保養(yǎng)說明 1套
E、成套設(shè)備廠裝箱單 1份
F、成套設(shè)備廠合格證 1份
3、設(shè)備到需方后,供方負責(zé)派人到現(xiàn)場指導(dǎo)和安裝調(diào)試。
4、產(chǎn)品出廠按國家標(biāo)準(zhǔn)執(zhí)行,實行三包,三包一年。
四、供貨清單
序號 | 名稱 | 單位 | 數(shù)量 |
1 | 加熱爐體(鋼結(jié)構(gòu)+爐襯) | 套 | 1 |
2 | 回火爐體(鋼結(jié)構(gòu)+爐襯) | 套 | 1 |
3 | 推料裝置 | 套 | 2 |
4 | 出料裝置 | 套 | 2 |
5 | 料盤返回構(gòu) | 套 | 2 |
6 | 翻轉(zhuǎn)機構(gòu) | 套 | 1 |
7 | 升降式淬火水槽 | 套 | 1 |
8 | 二次冷卻水槽 | 套 | 1 |
9 | 電器控制系統(tǒng) | 套 | 1 |
10 | 設(shè)備本體及設(shè)備本體至現(xiàn)場盤箱的配管配線 | 套 | 1 |
注:該系列設(shè)備為非標(biāo)定制,有成熟的制作、調(diào)試經(jīng)驗和客戶